
同軸ケーブルにコネクタを取り付け、加工品として販売しております
加工済みの在庫品は即出荷可能で、通常納期2週間で1本から受注生産もしております!
在庫しているケーブルは、1週間~1日での特急対応、ケーブルカット売りのご相談もお待ちしてます。
目次
- 半田・締付タイプのNコネクタとは
- 半田・締付タイプ Nケーブルの作り方
- ケーブルカット
- 外部導体(編組)ほぐし
- ケーブル剥き
- 中心コンタクトを半田付け
- 本体をナット締付
- 導通・絶縁抵抗チェック
- 半田・圧着タイプのNコネクタとは
同軸ケーブルの購入をご検討の方へ
「会員登録」頂くと、カタログ・在庫品一覧など、各種資料がダウンロードできます。
また、製品ページより、仕様書・CADデータ・RoHS・非該当などもダウンロード頂けます。
半田・締付タイプのNコネクタとは
※左右にスクロールして表をご覧ください。
| コネクタ | ケーブル | 取付方法 |
| 中心 コンタクト |
内部導体 (芯線) |
半田付け |
| 本体 | 外部被覆 (ジャケット) |
ナット締付 |
・圧着工具が不要
圧着工具分のコストを抑えることができます。
・ケーブルが抜けづらい
ケーブルが10m以上の場合、特にオススメです。

半田・締付タイプ Nケーブルの作り方
半田・締付タイプ、Nケーブルの作り方を記載します。
工程は製品により異なりますが、代表例としてNP-5Dを基にします。
ケーブル取付図は、全製品HPからダウンロード可能です。
製品詳細より、「ケーブル取付図を見る」をご参照ください。

ケーブルカット
指定された長さで、ケーブルをカットします。その際に注意すべきは、「カット寸法」です。
同じ全長でも、「全長が指定されているポイント」「コネクタの内部寸法」に応じて、ケーブルカットする時の「カット寸法」は異なります。
ケーブル全長が短い時や、測定用ケーブルに使用される場合など、シビアなカット寸法が求められます。
※弊社では、すべて自動計算するようにしております。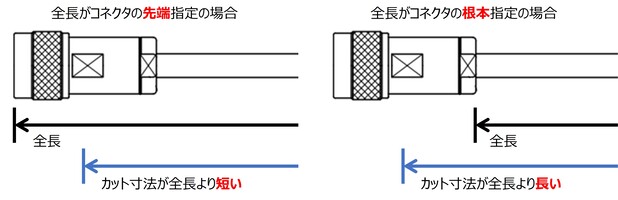
豆知識:全自動ケーブル切断器
- カッター等を用い、手動で行うことが多いケーブルカットですが、「全自動ケーブル切断器」で行うこともできます。
トーコネでは、シュロニガー社「Multi Strip 9480」で、速く正確にケーブルカットを行っております。
後工程の「ケーブル剥き」まで実施することも可能です。
外部導体(編組)ほぐし
同軸ケーブルへ「締付金具」「ワッシャー」「ガスケット」の順に通し、ケーブル取付図で指定された通り、外部被覆(ジャケット)をカットします。
剥き方として注意するのは、取付仕様書に記載された寸法通りとなっているかです。カッターでカットする場合は、マジックで印をつけることもあります。
剥き出た外部導体(編組)側からクランプを通し、外部導体をほぐします。ほぐしは、後工程のために必要な作業となります。
豆知識:外部導体(編組)のほぐし
- 外部導体(編組)のほぐしは、「折り返しやすい」「ニッパーで揃えやすい」「厚みが減り、シェルが入りやすい」など、後工程のために行います。
ほぐしを手作業で行うことも多いですが、100円均一ショップで揃うグッズを活用することで、綺麗に丁寧に行うこともます。
トーコネでは、「手作業」「ペットコーム」「歯ブラシ」「千枚どおし」を、対象ケーブルの太さと本数に応じて使い分けます。
ケーブル剥き
前工程でほぐした外部導体(編組)を折り返しそろえて、ケーブル取付図で指定された通り、絶縁体をカットします。
剥き方として注意するのは、取付仕様書に記載された寸法通りとなっているかです。
折り返したあとの外部導体は、クランプより少し短い程度を目安に、ニッパーで揃えてカットします。
短すぎるとケーブルが抜けやすくなり、長すぎるとシェルが入りきらずに中心コンタクトが下がってしまいます。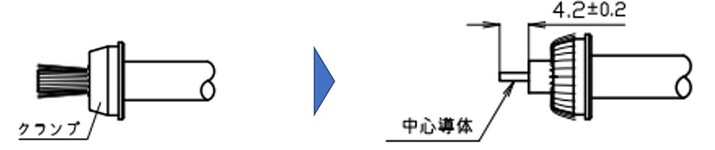
豆知識:ケーブルストリップ(剥き)装置
- ケーブルストリップ(剥き)は、カッター等で行うことが多いです。施工現場では、持ち運びしやすい、簡易なストリッパも重宝されます。
トーコネでは、シュロニガー社「Coax Strip 5300/Coax Strip 5500」を使用しております。
剥き寸法を登録することで、何度でも同じ寸法でカットができて、速く正確なケーブルストリップ(剥き)が行えます。
中心コンタクトを半田付け
ケーブル絶縁体にブッシングを装着したら、中心コンタクトを内部導体(芯線)に装着し、半田付けします。
「半田が盛り上がらないこと」「中心コンタクトと絶縁体の間に隙間が無いこと」「熱により絶縁体が変形しないこと」に注意です。
その後、絶縁体を装着し、プチンと定位置に入ったことを確認してください。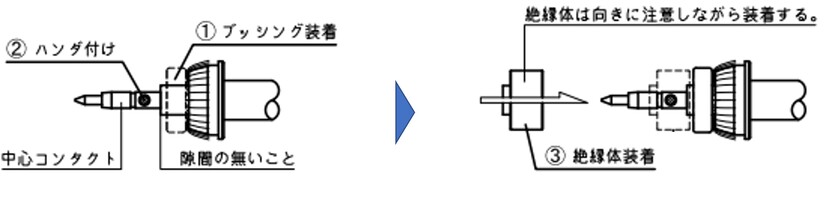
半田付けには技術が必要で、「半田の乗せすぎ」「温度の高すぎ」「温度の低すぎ」などにより、
中に空気が入って膨らんだ状態や蒸発してざらざらな状態など、「いも半田」と言われる不良が発生します。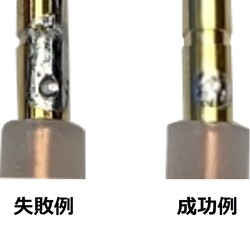
トーコネでは、社内で「半田検定」を行っており、熟練の技術者が丁寧に半田付けを行っています。
半田付け後は、ラジオペンチ等でコンタクトを引っ張り(約1kg)、問題無いことの確認もします。
また、専用治具で固定することにより、ぶれずに丁寧な半田付けを行っています。
豆知識:予備半田
- トーコネでは、中心コンタクトの半田付け前に、ケーブルの内部導体(芯線)に対して予備半田を行うことがあります。
必須の工程ではありませんが、太物のケーブルや、内部導体(芯線)が撚線のケーブルなどは、
コンタクトの半田付けだけだと、接続が弱いことがあります。
予備半田を行うことにより、半田が乗りやすくなり、接続を強化することができます。
HAKKOの半田槽「FX-300」を活用し、内部導体(芯線)に半田を染み込ませるイメージで予備半田を行います。
豆知識:鉛フリー
- トーコネ製のケーブル加工品は、半田付けの際、鉛フリー半田を使用しています。
また、トーコネ製コネクタには鉛が含有されておりますが、RoHS指令にて、40,000ppmまでの含有は「適用除外」として認められています。
しかし、人体や環境に有害な鉛の環境規制は、欧州から世界へ、拡大・強化されつつあります。
本体をナット締付
シェルを装着し、締付金具を上げてきます。スパナでナットを締め付けると完成です。
スパナでナットを回していると、ネジ同士が擦れあい、締まる音が出ます。そちらが完了の目安となります。
強く締め過ぎて、破壊しないよう、ご注意ください。
また、推奨締付トルクが指定されている製品は、そちらをご参照ください。
完了が分かりづらく、推奨締付トルクが未指定な場合は、お問い合わせください。

トーコネでは、専用治具で固定することで、締め付けしやすくしております。
導通・絶縁抵抗チェック
トーコネのケーブル加工品は、完成後、テスターによる導通・絶縁抵抗チェックを全数行っております。
外観では判断できない、内部断線や半田ミスなどを検出します。
その他、社内規定の検査項目をクリアした製品のみが、出荷へと至ります。
>ケーブルアッセンブリー検査報告書はこちら
半田・圧着タイプのNコネクタとは
※左右にスクロールして表をご覧ください。
| コネクタ | ケーブル | 取付方法 |
| 中心 コンタクト |
内部導体 (芯線) |
半田 |
| 本体 | 外部被覆 (ジャケット) |
圧着 |
・コネクタが軽量で安価
圧着工具を購入済みであれば、コストを抑えることができます。
※ラインナップは少ないですが、「圧着・圧着」の製品もあります。
補足として、中心コンタクトの圧着についても後述しております。

